圖片:
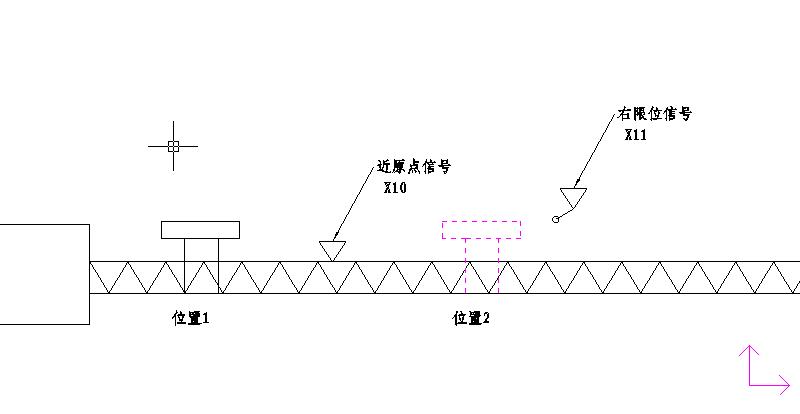
廠里有一臺設備自動送料的,要我自己動手編程啊,自己又不熟悉,怎么辦啊,有一條1米長的絲桿,絲桿的螺距是10mm
沒有減速比,直接用伺服電機驅動機械手來回左右方向運動。有左限位開關X1和右限位X2做超程保護。原點開關X10,PLC上電每次都要求伺服回原點,首先機械手拿料。拿到料后,前進400MM后停止1S,1S后再移動500MM放料,放料后再回原點拿料,如此往復,該怎么實現該功能啊,用什么指令比較合適。臺達伺服驅動器編碼器的分辨率是10000,設伺服電機轉一圈需要1000個脈沖,電子齒輪比是不是這樣算10000除以1000=10嗎?PLC機發1個脈沖,到伺服輸出是不是變成10個,請各位師傅幫忙,小弟對伺服不熟悉啊,望多多指教

 滬公網安備31010802001143號
滬公網安備31010802001143號

